 手机网站
手机网站




数控编程中刀路运算慢的解决方法
数控编程中UG刀路运算慢的解决方法
数控编程行业很多人都说UG刀路很慢,CIM等软件的运算速度快,不过在工作中会总结出一道加快运算时间的办法。刀路参数的设定就没什么可说的了,这需要大家在平时工作中积累。这里给大家讲几个数控编程的小技巧,可以明显加快刀路的运算时间。
1、数控编程中能够不选择加工部件(面)绝对不选部件(面);如果一定要选面,可以通过做个辅助体或线解决,多用10秒钟来做辅助体还是很划算的。
2、数控编程中算复杂曲面以及大模刀路的时候先抑止刀轨显示。这个功能能在最大程度上减小CPU和显卡在运算刀路的时候因显示刀路轨迹所受的负荷。
3、若使用了前两种方法还觉得慢,就把刀路参数设定好后。开启UG后台运算功能。关闭文件先不管他了,过几分钟再打开文件进行刀路的检查。
以上就是数控编程中刀路运算满的解决方法,下面还要给大家分享十五条数控编程的小技巧,大家注意看了。
数控编程时的十五条技巧
1. 白钢刀转速不能太快。
2. 铜工开粗多用飞刀或合金刀,少用白钢刀。
3. 工件太高的时候要分层用不同长度的刀开粗。
4. 用大刀开粗后要用小刀再清除余料,确保余量相同才光刀。
5. 数控编程时平面要用平底刀加工,少用球刀加工来减少加工时间。

6. 铜工清角的时候先检查角上R大小,确定用多大的球刀。
7. 数控编程时校表平面四边角要锣平。
8. 数控编程中凡斜度是整数的,要用斜度刀加工。
9. 做每一道工序前想清楚前一道工序加工后所剩的余量,防止加工过程中出现空刀或加工过多。
10. 数控编程时尽量走简单的刀路,如外形、挖槽和单面,少走环绕等高。
11. 走WCUT的时候能走FINISH 的,就不要走ROUGH 。
12. 外形光刀的时候先粗光再精光,工件太高的时候先光边再光底。
13. 数控编程时要合理设置公差,来平衡加工精度和电脑计算时间。开粗的时候公差设为余量的1/5,光刀的时候公差设为0.01。
14. 多做工序减少空刀时间。多思考减少出错机会。多做辅助线辅助面,改善加工状况。
15. 数控编程时要树立责任感,仔细检查每个参数避免返工。
念一念下面的顺口溜吧!
铣非平面,多用球刀,少用端刀,不要怕接刀;
小刀清角,大刀精修;
不要怕补面,适当补面可以提高加工速度,美化加工效果。
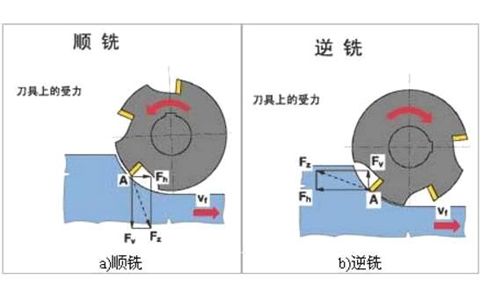
毛坯材料硬度高:逆铣较好;毛坯材料硬度低:顺铣较好。
机床精度好、刚性好、精加工:较适应顺铣,反之较适应逆铣。
零件内拐角处精加工必须要用顺铣。
粗加工:逆铣较好,精加工:顺铣较好。
刀具材料韧性好、硬度低:较适应粗加工(大切削量加工)。
刀具材料韧性差、硬度高:较适应精加工(小切削量加工)。
以上就是数控编程时要注意的小技巧,本文就介绍到这里。
本文仅代表作者观点,不代表本站立场。
本文系作者授权发表,未经许可,不得转载。
来源:常州市兰生职业培训学校
本文地址:https://www.cnc-school.com/article_1555.htm
- 上一篇:数控加工中心的八个操作步骤
- 下一篇:UG编程学不好的原因



 移动端
移动端
 官方微信
官方微信
 苏公网安备 32041102000081号
苏公网安备 32041102000081号