 手机网站
手机网站




UG编程等高铣削全面讲解(四)
这篇文章是UG编程等高铣削的第四篇,主要减少一下型腔铣的加工工艺以及开粗,IPW清残料以及CAM设置等方面的内容,具体内容我们往下看看吧。
UG编程中的型腔铣
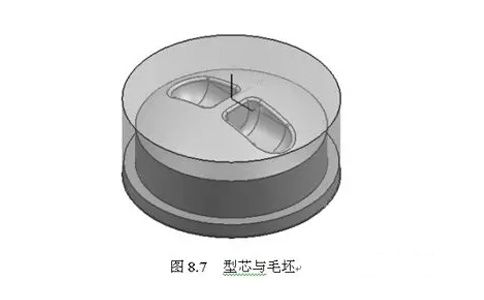
本文以型芯为实例讲解型腔铣。型芯外形是圆柱形,顶面是圆弧面材料是718H。毛坯是圆柱体尺寸为148×62。对型芯做粗加工(不包含台阶脚)。UG编程中的型腔铣粗加工型芯考虑到中间两个凹槽,要采用较小的数控刀具切削。想要提高加工效率,就要以大量切削材料为主,分别使用2把数控刀具加工。数控加工路线先使用大刀开粗,使用较小的刀具铣清理台阶残料。
UG编程型腔铣的加工工艺分析
1、开粗
UG编程型腔铣开粗的具体工艺如下所示。
装夹:组合夹具。
刀具:直径为16圆角半径为1铣刀。
切削用量:主轴转速1300r/min,进给量1000mm/min,切削深度2mm。
2、IPW清残料
UG编程型腔铣IPW清残料的具体工艺为:
刀具:直径为8圆角半径为1铣刀。
切削用量:主轴转速1500r/min,进给量800mm/min,切削深度0.8mm。
3、CAM设置
本文数控模型加工的时候要使用的CAM设置是曲面铣削模板,具体步骤是:
(1)启动NX6.0,打开型芯零件。
(2)单击【开始】|【加工】按钮,进入加工环境,弹出【加工环境】对话框。
(3)单击【CAM会话配置】下拉列表,选择cam_general,单击【要创建的CAM设置】下拉列表,选择mill_ contour(曲面铣削)模板。
(4)单击【确定】按钮,进入加工环境。
4、UG编程型腔铣创建几何体
UG编程中型芯粗加工操作需要设置的几何体有机床坐标系和切削几何体。型芯毛坯是圆柱体,数控机床坐标系以位置在毛坯上表面圆心。
(1)坐标系设置
(2)创建切削几何体
5、UG编程型腔铣创建操作
本文需要创建的是型腔铣操作子类型,加工工序为开粗型腔,具体步骤在下面。
(1)右击WORKPIECE按钮,弹出下拉列表框。
(2)单击【插入】|【操作】按钮,弹出【创建操作】对话框。
(3)单击选择型腔铣图标,操作名称默认。
(4)单击【工具】按钮,弹出下拉列表框,切换成D16R1刀具。
(5)单击【确定】按钮,弹出【型腔铣】对话框。
6、刀轨设置
本文数控刀轨设置内容是:切削模式、切削层以及切削参数。
7、操作
刀轨设置完毕,需要生成刀具轨迹,具体步骤如下所示。
(1)单击【操作】标签,弹出【操作】选项卡。
(2)单击生成图标,软件计算出刀具的运动轨迹。
(3)单击【确定】按钮,完成后退出【型腔铣】对话框。
8、UG编程型腔铣的IPW残料加工
IPW残料加工建立在型腔开粗基础之上的操作,可以复制原来的操作创建IPW残料加工操作,再修改数控刀具、切削方式等参数,加快完成数控加工的操作。
(1)创建操作
(2)修改刀具
(3)刀轨设置
(4)操作
以上就是今天UG编程型腔铣的全部内容,希望大家可以好好研读哦。
本文仅代表作者观点,不代表本站立场。
本文系作者授权发表,未经许可,不得转载。
来源:常州市兰生职业培训学校
本文地址:https://www.cnc-school.com/article_1607.htm
- 上一篇:UG编程等高铣削全面讲解(三)
- 下一篇:数控加工中车铣刨加工精度整理



 移动端
移动端
 官方微信
官方微信
 苏公网安备 32041102000081号
苏公网安备 32041102000081号