 手机网站
手机网站




UG编程模具零件铣削加工(二)
3.1UG编程零件分析
如图3-1所示,是一个模具零件实体模型,材料是45钢,毛坯是100mm*100mm*30mm的方形毛坯料。选三轴数控铣床XK713A加工。其周边是四个台阶,上面三个台阶的侧是圆角。上表面为曲面,中间为型腔。底部还有四个相同的沉孔。

3.2UG编程加工工艺分析
这个零件时一个模具类零件,UG编程加工过程中先加工反面的孔,再加工正面轮廓。加工时需要两次装夹,在UG编程时要建立两个坐标系。若把坐标原点分别置于零件的顶面,就会因为毛坯高度尺寸不一致,导致基准台高度尺寸不准确。为确保基准台的高度值准确,要把两个加工坐标系原点都置于基准台上,使用四边分中方式进行对刀。如此只要毛坯高度大于零件的高度,多余材料会在加工时被自动切除。
3.3UG编程中零件加工的各参数分析确定
UG编程时合理选择切削用量的原则为:粗加工时以提高生产率为主,同时也要考虑经济性和加工成本,半精加工以及精加工的时候要在确保加工质量的前提下,兼顾切削效率经济性以及加工成本。具体数值要根据数控车床说明书、切削用量手册,结合经验来定,具体考虑以下几个因素:
切削深度ap。在数控车床、工件和数控刀具刚度允许的情况下,ap等于加工余量,是提高生产率的有效措施。为了确保零件的加工精度以及表面粗糙度,通常要留一定的余量来精加工。数控车床的精加工余量可略小于普通机床。
切削宽度L。通常L和数控刀具直径D成正比,和切削深度成反比。经济性数控车床的加工过程中,通常L的取值范围为:L=(0.6~0.9)d。
切削速度V。提高生产率的另外一个办法就是提高切削速度,不过v与数控刀具耐用度的关系比较密切。随着v的增大,数控刀具耐用度急剧下降,故v的选择主要取决于数控刀具耐用度。主轴转速n(r/min)。主轴转速通常根据切削速度v来选定。计算公式为:V=pnd/1000。数控车床的控制面板上通常备有主轴转速修调(倍率)开关,能在加工时调整主轴的转速。
主要根据允许的切削速度Vc(m/min)选取:
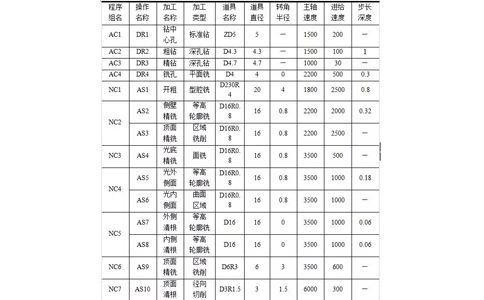
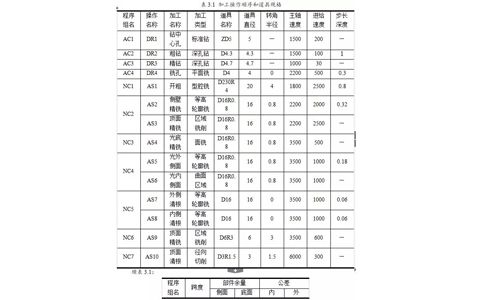
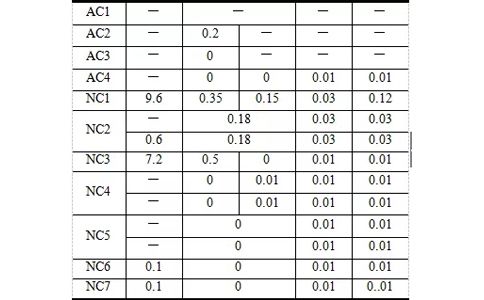
n=![]() 其中Vc是切削速度,D-工件或数控刀具的直径(mm),数控刀具的材料和刀具耐用等因素。综合以上分析确认了零件的加工顺序、刀具规格和必要的参数如下表。
其中Vc是切削速度,D-工件或数控刀具的直径(mm),数控刀具的材料和刀具耐用等因素。综合以上分析确认了零件的加工顺序、刀具规格和必要的参数如下表。
本文仅代表作者观点,不代表本站立场。
本文系作者授权发表,未经许可,不得转载。
来源:常州市兰生职业培训学校
本文地址:https://www.cnc-school.com/article_1656.htm
- 上一篇:UG编程模具零件铣削加工(一)
- 下一篇:UG编程模具零件铣削加工(三)



 移动端
移动端
 官方微信
官方微信
 苏公网安备 32041102000081号
苏公网安备 32041102000081号